It is the goal at Trapani Mutes to create solutions to common issues with existing mutes, and to add a few new mutes along the way for instruments that, for whatever reason, have been under-represented by the traditional mute makers.
3D printing offers the unique opportunity to tailor each mute to each instrument, while also improving it's play-ability. Having the ability to print each mute in any desired shape or size, free of traditional manufacturing constraints, makes 3D printing the perfect method for producing professional instrumental mutes.
Trapani Mutes for brass instruments are made primarily from ABS Plastic, which is the same durable material used to make interior car parts and Legos. Bassoon mutes are made from a flexible material called TPU, which is the same material used in many mobile phone cases. Other materials are available and are constantly being used in the prototype phase, and where possible in production as well.
3D printing offers the unique opportunity to tailor each mute to each instrument, while also improving it's play-ability. Having the ability to print each mute in any desired shape or size, free of traditional manufacturing constraints, makes 3D printing the perfect method for producing professional instrumental mutes.
Trapani Mutes for brass instruments are made primarily from ABS Plastic, which is the same durable material used to make interior car parts and Legos. Bassoon mutes are made from a flexible material called TPU, which is the same material used in many mobile phone cases. Other materials are available and are constantly being used in the prototype phase, and where possible in production as well.






Steve Trapani, founder

Although I've done many things during my music career, the transition to mute-maker has been recent, unexpected, and rapid. A friend was selling a 3D printer that he didn't have time to learn how to use, and my curiosity was stirred. As a life long tinkerer/builder/fixer, my original idea with the 3D printer was to make obsolete parts for my aging VW camper van. While looking for files to print on an amazing site called Thingiverse.com, I came across a practice mute for trombone. I realized that I could scale the model up to fit my contrabass trombone, then I had the thought to make a set of mutes for the contrabass trombone, which are hard to find. At first I printed trumpet mutes as prototypes because they only took a few hours as opposed to over a day for a contrabass trombone mute. I took one on a recording session and a trumpet player named Jon Lewis tried one that I actually thought was a mistake. Apparently he liked it because he asked me how much I wanted for it. He then asked for several more mutes for his colleagues and Trapani Mutes was created. Shortly after that, Alan Kaplan, tried a trombone Harmon mute that I had designed, and he wouldn't give it back. I began to think that I might really be on to something. One printer turned into two printers, then three more, then three more... The most difficult part of this whole process has been learning CAD, which has an incredibly steep learning curve for the beginner. My brain was very foggy and overwhelmed for many weeks until a light bulb finally came on. I am applying the same practice strategies that I've used for years on the trombone to help me to continue to improve my CAD skills.

|

|
Bass Trombonist
Steve Trapani is a professional bass trombonist living in Long Beach, California. Steve holds positions with the Oakland Symphony and Sacramento Philharmonic, and subs with the Pacific Symphony, San Diego Symphony, Hawaii Symphony, LA Philharmonic, and LA Chamber Orchestra. Since 2005, he has taught trombone at Long Beach State University, his alma mater. Steve also works in the Los Angeles recording industry, playing tenor, bass, and contrabass trombones as well as euphonium and tuba for TV, film, and video games.
3d printing (Warning: Geek content ahead)
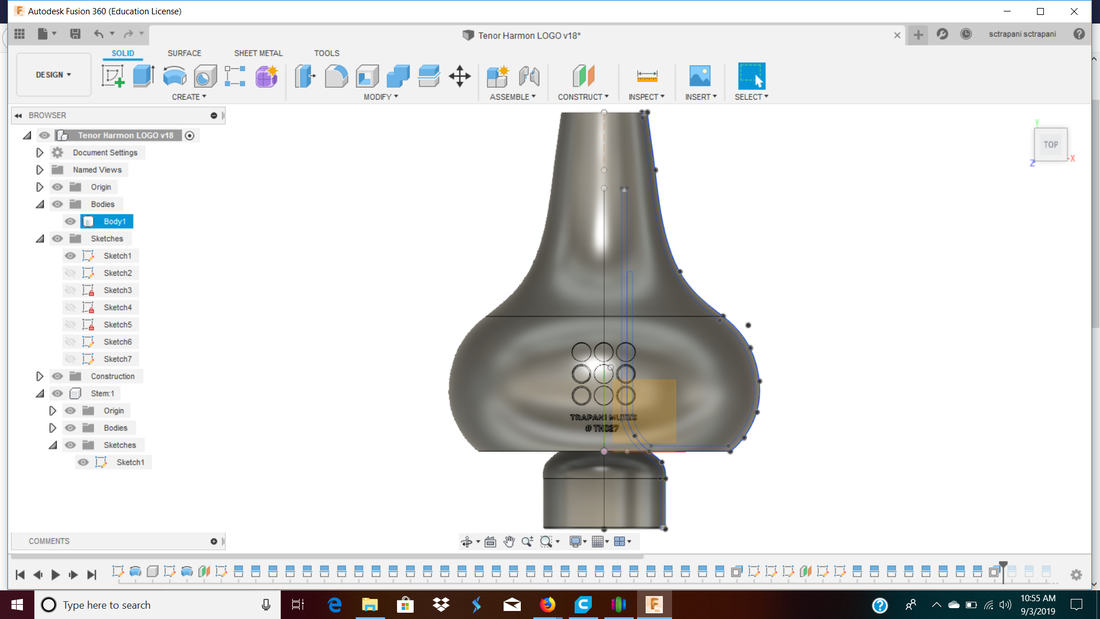
The 3D printing process is multi-stepped, beginning with the development of a CAD (Computer Aided Design) file. I primarily use a program called Fusion360. Once a CAD file is created, the 3D model needs to be translated into a computer language called G-Code in order to be read by the 3D Printer. The programs that do this are called Slicers, and I use several different ones depending on the requirements of the print. The time required to print each mute varies anywhere from a few hours for a smaller mute to over 3 days for a tuba mute.
There are many different types of 3D printers which can print plastic, nylon, ceramic, and resin. Advances in 3D
printing technology have led to the introduction of many other materials, including food, metal, and even stem cells to print human organs! The methods vary slightly from material to material, but the 3D printing principals are mostly the same throughout all of the platforms.
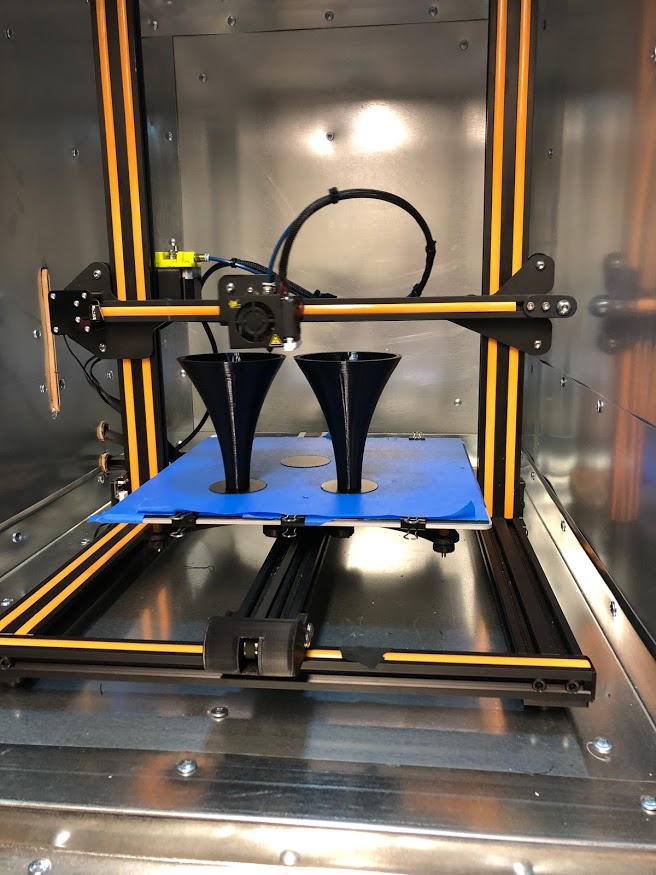
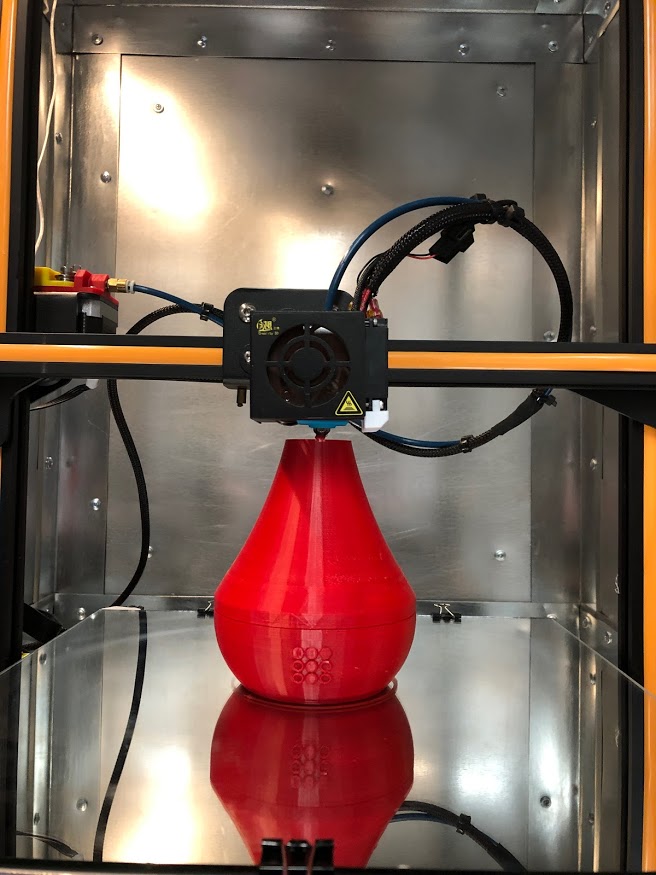
The 3D printers that I use print in plastic in the form of a thin filament, which comes in spools similar to fishing line or weed trimmer line. The filament is fed through a metal nozzle called an extruder which is heated up to 200 - 250 degrees Celsius, and can move in 3 directions: left to right, back and forth, and up and down. While the plastic is molten it is then "printed" onto a bed called a build plate. The action resembles a ball point pen printing ink onto paper. Instead of absorbing the ink, the way a piece of paper does, the build plate provides a solid surface for a thin layer (0.2mm or less) of plastic to be laid down upon. The extruder then moves up slightly and "prints" another layer of plastic upon the first layer, then moves up slightly, etc., etc., etc.
It can take a long time for all of these thin layers to be built up (a few hours to a few days), but compared to the traditional methods of prototyping and manufacturing, is actually quite fast. Consider how much time, energy, and money goes into making anything from start to finish out of metal, wood, or sheets of plastic. Then consider the prospect of making even the smallest of design changes, which can require a total re-tooling of the entire manufacturing process, and you begin to get the picture.
There are many different types of 3D printers which can print plastic, nylon, ceramic, and resin. Advances in 3D
printing technology have led to the introduction of many other materials, including food, metal, and even stem cells to print human organs! The methods vary slightly from material to material, but the 3D printing principals are mostly the same throughout all of the platforms.
The 3D printers that I use print in plastic in the form of a thin filament, which comes in spools similar to fishing line or weed trimmer line. The filament is fed through a metal nozzle called an extruder which is heated up to 200 - 250 degrees Celsius, and can move in 3 directions: left to right, back and forth, and up and down. While the plastic is molten it is then "printed" onto a bed called a build plate. The action resembles a ball point pen printing ink onto paper. Instead of absorbing the ink, the way a piece of paper does, the build plate provides a solid surface for a thin layer (0.2mm or less) of plastic to be laid down upon. The extruder then moves up slightly and "prints" another layer of plastic upon the first layer, then moves up slightly, etc., etc., etc.
It can take a long time for all of these thin layers to be built up (a few hours to a few days), but compared to the traditional methods of prototyping and manufacturing, is actually quite fast. Consider how much time, energy, and money goes into making anything from start to finish out of metal, wood, or sheets of plastic. Then consider the prospect of making even the smallest of design changes, which can require a total re-tooling of the entire manufacturing process, and you begin to get the picture.